
Ech mengen, datt e puer Clienten, déi kafenFaserlaser-Schneidmaschinnenvläicht net ganz kloer iwwer d'Prinzipie vunLaserschneidmaschinnenElo erkläert Iech DOWIN d'Grondprinzipie vu Faserlaser-Schneidmaschinnen.


1. Prinzip vum Laserschneiden
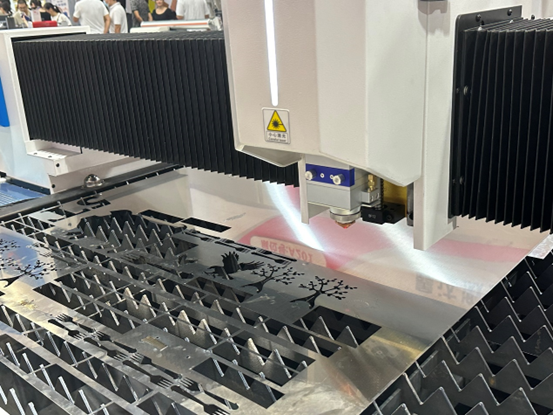
De Laserstrahl gëtt op e ganz klenge Punkt fokusséiert, sou datt de Punkt eng ganz héich Leeschtungsdicht erreecht. D'Material ënnert dem Punkt gëtt séier op d'Verdampfungstemperatur erhëtzt, verdampft fir Lächer ze bilden, a beweegt sech relativ zum Material mat Liichtgeschwindegkeet, wouduerch d'Lächer kontinuéierlech sinn an e ganz schmuele Schlitz bilden.
2. Charakteristike vum Laserschneiden
a: Gudde Schnëttqualitéit.Wéinst dem klenge Laserfleck an der héijer Energiedicht kann e Laserschnëtt eng gutt Schnëttqualitéit erreechen. De Schlitz beim Laserschneiden ass am Allgemengen 0,1-0,2 mm, d'Breet vun der hëtzebeaflosster Zon ass ganz kleng, d'Geometrie vum Schlitz ass gutt, an de Querschnitt vum Schlitz ass e relativ reegelméissegt Rechteck. D'Schnëttfläch beim Laserschneiden ass gratfräi, an d'Uewerflächenrauheet R kann am Allgemengen méi wéi 12,5 µm erreechen. Laserschneiden kann souguer als leschte Veraarbechtungsschratt benotzt ginn. D'Schnëttfläch muss am Allgemengen net nach eng Kéier veraarbecht ginn a kann direkt geschweesst ginn, an d'Deeler kënnen direkt benotzt ginn.
b: Schnell Schnëttgeschwindegkeet.Laserschneiden ass relativ séier. Zum Beispill, mat enger Laserleistung vun 2000W ass d'Schnëttgeschwindegkeet vun 8 mm déckem Kuelestol 1,6 m/min, an d'Schnëttgeschwindegkeet vun 2 mm déckem Edelstol 5,5 m/min. Well d'Hëtztbeaflosst Zon vum Werkstéck kleng ass an d'Deformatioun beim Laserschneiden minimal ass, ass et net néideg ze spannen an ze fixéieren, wat Spannvorrichtungen an Hëllefszäit wéi z. B. Spannen spueren kann.
c: Et gi vill Zorte vu Materialien, déi geschnidde kënne ginn.Am Verglach mat Schnëttmethoden ewéi Sauerstoff-Ethan-Schnëtt a Plasmaschneiden, kann de Laserschneiden méi Zorte vu Materialien schneiden, dorënner Metaller, Netmetaller, Metallbaséiert a Kompositmaterialien op Net-Metallbasis, etc. Verschidde Materialien hunn eng aner Adaptatiounsfäegkeet beim Laserschneiden wéinst hiren eegenen ënnerschiddlechen Absorptiounsraten vu Lasern.
d: Gëeegent fir d'Veraarbechtung vu grousse Produkter.D'Käschte fir d'Produktioun vu Formen vu grousse Produkter si ganz héich. Fir d'Laserveraarbechtung brauch een keng Formen, an d'Laserveraarbechtung vermeit komplett den Zesummebroch vun der Kant, déi beim Materialstanz a Scheren entsteet, wat d'Produktiounskäschte vum Betrib staark reduzéiere kann an d'Qualitéit vum Produkt verbessert.
e: Propper, sécher a verschmotzungsfräi.De Laserschneidprozess huet niddrege Kaméidi, kleng Vibratiounen a keng Verschmotzung, wat d'Aarbechtsëmfeld vum Bedreiwer däitlech verbessert.
f: Net ufälleg fir elektromagnetesch Stéierungen.Am Géigesaz zu der Elektronestrahlveraarbechtung ass d'Laserveraarbechtung net empfindlech op elektromagnetesch Stéierungen a brauch keng Vakuumëmfeld.

Déi uewe genannten Inhalter sinn fir jiddereen zougänglech. Wann Dir méi iwwer Glasfaserlaserschneidmaschinne wësse wëllt, kënnt Dir eis verfollegen. Mir wäerten vun Zäit zu Zäit relevant Informatiounen iwwer Glasfaserlaserschneidmaschinne aktualiséieren. Oder Dir kënnt ochkontaktéiert eis, mir schécken Iech d'Detailer, wat Dir wësse wëllt.


Zäitpunkt vun der Verëffentlechung: 19. Juli 2024
